Полиэтиленовые трубы для канализации - разновидности и материалы для изготовления
Использование полимерных материалов в качестве коммуникационных началось с 1950 года. Применение изделий которые имеют огромное преимущество над металлическими, бетонными и другими видами растет с каждым годом. Безопасность материала для человека доказана неоднократными испытаниями.
Преимущественными качествами полиэтиленовых изделий над другими видами труб использующихся в прокладывании коммуникаций:
- идеальная изоляционная композиция;
- не вредит окружающей среде;
- отсутствует рост микроорганизмов внутри труб ПЭ;
- легкий вес выдерживающий достаточно большое давление;
- наличие гибких видов труб;
- абсолютная безопасность для человека;
- доступная стоимость, позволяющая существенно сэкономить на материалах;
- период эксплуатации превышает железобетон, металл;
- прекрасная транспортировка жидкости;
- стойкость к воздействию химических веществ использующую в быту;
- отсутствие хрупкости материала;
- стойкость к агрессивным средам;
- отсутствие ржавчины, коррозии.
 Такое многообразие сильных сторон дает возможность использовать данный класс труб практически повсеместно:
Такое многообразие сильных сторон дает возможность использовать данный класс труб практически повсеместно:
- транспортировка воды в жилых и производственных помещениях;
- создание канализационных коммуникаций автономных и централизованных видов;
- различные коммуникации в условиях размещении под водой;
- использование в хозяйствах различного типа;
- применяются при строительстве судов и других высокотехнологичных машин;
- в качестве каналов для прокладывания кабеля.
Самые распространенные места применения:
- водонапорная сеть;
- дренажный трубопровод;
- каналы орошения;
- газовые и кабельные линии;
- рудники;
- транспортировки промышленных жидких веществ.
Полимеризация – производственный процесс, под действием высоких температур и определенного давления, используя различные катализаторы получаем изделия определенных технических характеристик.
 Процесс изготовления не всегда одинаков, от типа давления зависит плотность. Именно на производственном этапе изделия делятся на виды:
Процесс изготовления не всегда одинаков, от типа давления зависит плотность. Именно на производственном этапе изделия делятся на виды:
- ПВД;
- ПНД;
- напорные;
- сшитый полиэтилен;
- гофрированные трубы.
Низкая плотность характерна для труб высокого давления ПВД. Изготовление при низком давлении до 2 мПа дает возможность получить трубу низкого давления ПНД с более высокой плотностью структуры, благодаря чему технические характеристики намного выше, чем у труб ПВД.
Сшитый полиэтилен имеет особенность транспортировать вещества высоких температур до 430 градусов по Цельсию, другие виды выдерживают температуру до 60 градусов. Применяется только в производственных нуждах. Аналогов в данное время не существует.
Производители используют в работе государственные нормы, а именно ГОСТ 22689.2-89, с чем связаны геометрические параметры длины и диаметра выпускаемой продукции. Стандартная длина трубы: 2, 3, 5,5, 6, 8 метров. Диаметр: 40, 50, 90, 110 миллиметров.
Аббревиатура SDR показывает соотношение внешнего диаметра PE (полиэтиленовая труба) к толщине стенки. Чем вые показатель SDR, тем тоньше труба, и наоборот, соответственно меняются характеристики, диаметральное сечение.
После букв ПЭ идут цифры, самые распространенные 63, 80, 100, которые говорят о плотности изделия, измеряется кг/м³. Маркировка MRS расскажет о минимальной длительной прочности в мПа, для этого нужно убрать последнюю цифру, получает 6, 8, 10. Другие характеристика материала можно узнать из маркировки или государственного документа сертификации.
Марка ПЭ 63 – гомополимер линейного типа, полностью изготовлен из молекул этилена. Обладает минимальной прочностью, срок эксплуатации резко снижен.
Марка ПЭ 80 – прекрасное изделие бытового пользования в качестве водопровода, технические характеристики сильно отличаются от марки 63, высока прочность – долгий рабочий период.
Марка ПЭ 100 – самое прочное изделие с долгим сроком эксплуатации, используется в местах больших нагрузок, в качестве центральных магистралей.
 Максимальное рабочее давление MOP рассчитывается по формуле: MOP = 2 MRS/С (SDR-1) ’. Со всеми показателями уже знакомы, кроме С – коэффициент запаса прочности, холодная вода 1,25, горючие газы 2/3,15, обычно такие показатели уже рассчитаны и отражены в документах на продукцию.
Максимальное рабочее давление MOP рассчитывается по формуле: MOP = 2 MRS/С (SDR-1) ’. Со всеми показателями уже знакомы, кроме С – коэффициент запаса прочности, холодная вода 1,25, горючие газы 2/3,15, обычно такие показатели уже рассчитаны и отражены в документах на продукцию.
Специалисты утверждают: самые нужные показатели труб, для эксплуатации в быту, SDR и MRS.
Вычислить SDR можно самостоятельно по формуле, либо использовать готовые производственные показатели. Заводские параметры отражены в некоторых таблицах, приведем некоторые данные:
- при наружном диаметре трубы 20 толщина стенки PN 25 - 4,1, PN 20 – 3,4, PN 16 – 2,8;
- диаметр 25 – толщина PN 25 - 5,1, PN 20 - 4,2, PN 16 – 3,5;
- диаметр 32 – толщина PN 25 - 6,5, PN 20 – 5,4, PN 16 – 4,4;
- диаметр 40 – толщина PN 25 - 8,1, PN 20 – 6,7, PN 16 – 5,5;
- диаметр 50 – толщина PN 25 - 10,1, PN 20 – 8,3, PN 16 – 6,9;
- диаметр 110 – толщина PN 25 – 22,1, PN 20 – 18,3, PN 16 – 15,1.
Формулы для расчета номинальной толщины стенки РР – R, либо SDR*5 = PN25; SDR*6 = PN20; SDR*7,4 = PN16.
Маркировка наносится строчкой, интервал между показателями составляет несколько миллиметров. Показателей не более семи:
- первым указывается производитель;
- второй показатель марка изделия;
- тип материала;
- стандарт размерного соотношения;
- номинальный показатель наружного диаметра и толщины стенки;
- показатель номинального давления;
- производственные стандарты по которым изготавливались изделия.
 Перед началом монтажа стоит выбрать не только материал нужных характеристик, но и способ монтажа. Соединение деталей происходит двумя методами:
Перед началом монтажа стоит выбрать не только материал нужных характеристик, но и способ монтажа. Соединение деталей происходит двумя методами:
- разъемный, применяются различные фасонные изделия;
- неразъемный, сваривание частей используя специальное оборудование.
Сваривание применяют в условиях повышенного давления и диаметр трубы более 50 мм. Полученный спаечный шов отличается особой прочностью и герметичностью.
Сварка осуществляется специальным аппаратом, места соединения нагреваются до мягкого состояния, материал должен приобрести вязкость для сцепления. Размягченные концы соединяют, оказывая давление на стык, после чего дают остыть и затвердеть.
Перед разогревом проводят подготовительные работы. Каждый свариваемый конец подлежит тщательной подготовке. Проводят чистку от загрязнений, пыли и других веществ, которые могут помещать прочному спаиванию, после участок обрабатывается средством для обезжиривания.
Шов должен быть одинаковым со всей окружности, иметь одинаковые выступающие части, без перекоса и других дефектов.
Среди сварочных методов выделяют электромуфтовую сварку. Это вид стыковки происходит при помощи специальной муфты внутри которой находятся спирали.
К сварочным швам предъявляют следующие требования:
- смещение не более 10%;
- шов не должен находится ниже внешнего диаметра трубы;
- высота шва не более 2,5 мм от стенки трубы, для труб у которых толщина стен до 20 мм – высота шва до 5 мм.
Предварительная обработка трубы также нужна, обрабатывается также. Места, в которых происходил распил, нужно обработать строительным материалом для устранения заусениц.
Специалисты в области сантехники утверждают, что превосходящего материала по техническим характеристикам еще не придумано. Используя ПЭ и другие виды полимерных труб получите качественную и долговечную систему канализации.
Это может Вам быть интересно:
- Какие бывают септики для дачи: советы и правила выбора
- Как правильно выбрать септики для канализации?
Полиэтиленовые трубы для канализации - разновидности и материалы для изготовления

Трубы, фасонные элементы и фитинги из полипропилена

Пластиковые канализационные трубы
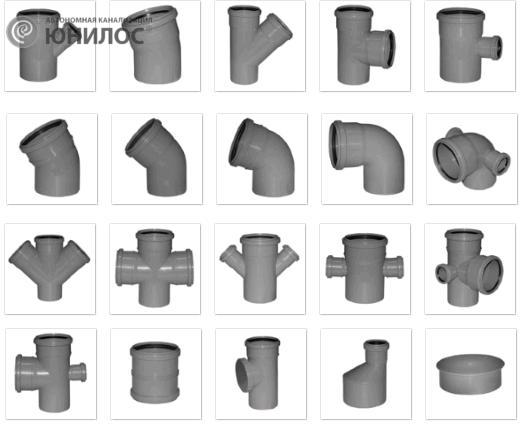
Фитинги для канализационных труб

Полиэтиленовые канализационные трубы